

1 凸点制作
金丝球焊可以根据焊接芯片,进行打点设计,完全按照已有的模型自由灵活地制作凸点。可以根据具体产品设计凸点制作模式,分配凸点的个数、密度、距离、大小,既保证器件焊接后的电学特性和机械强度,又节省了材料,减轻了工作量。
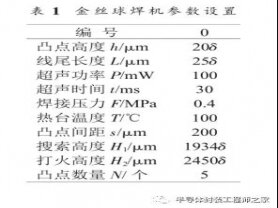
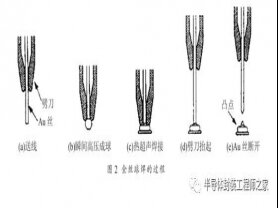
功率型 LED 采用的是 6 倍线径的凸点,利用金丝球焊机进行凸点制作(见表 1,其中 δ 是一常量,其固定值为δ = 3.14 μm),将基板放在热台上,打开气阀,使基板固定,在参数控制模块选择测试触发,按住摇杆上的触发键,移动劈刀到要焊凸点部位的上方,测试劈刀高度,这一步骤是为了避免损坏劈刀。退出程序进行打点,线夹开关打开,金线下送,打火杆产生瞬间高电压,使金丝成球,按住触发键,移到要打点的部位上方松开,在热超声的作用下,凸点焊接在基板上,劈刀水平移动,产生一个横向切力,使金线在凸点尾部断开,完成打点(过程见图 2)。设备本身有热台,但是要靠超声的帮助完成打点过程,在一瞬间产生高电压,使金线熔化,然后加热超声使其粘在基板上。金丝球焊机参数设置可调,凸点直径可调,满足不同芯片的要求。
2 工艺参数分析
金丝球焊制作凸点的关键是参数的设置,由于设备的传动累积误差会造成凸点尾线过长,甚至有拖线现象,即在尾线的上面仍有一段线体存在,这易造成焊接不牢固,甚至产生短路现象,使得封装失败,造成 LED 芯片损坏。所以需要反复测试具体参数,从中选择最佳焊接值完成焊接。制作凸点时工艺规格通常包括凸点高度、线尾长度、超声功率、超声时间、焊接压力、热台温度等。
2.1 凸点高度
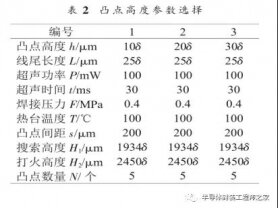
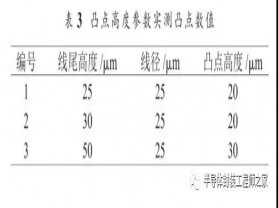
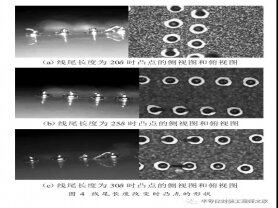
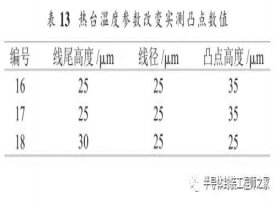
显示在凸点高度参数不同时,凸点的大小形状也不同,参数设置如 2 表所示,可见凸点高度的变化决定尾线的长短,即凸点的形状,当达不到一定高度时(<10δ),凸点不出现尾线,呈扁平状分布,平塌在基板上,(如图 3a 所示)。当设定的凸点高度超过一定值(>20δ),虽然尾线出现,但是有明显的拖线情况,(如图 3c 所示)。最佳选择应是凸点高度在 20δ 附近,这时出现尾线,凸点成规则状,达到一定强度,又不至于拖线过长(如图 3b 所示),凸点高度参数改变实测凸点数值如表 3 所示。

凸点高度设置低,则金线送出量过少,在尾线没有出现时,金线劈刀在水平移动时产生的横向切力就使得金线断开,造成整个凸点不具有明显的立体形状,在焊接过程中,这种扁平的凸点焊接力弱,可靠性差,起不到连接作用;凸点高度设置过高,金线送出多,劈刀抬起慢,金线不能及时拉断,平移时产生的尾线过长,凸点有可能出现拖线现象,焊接时造成短路,降低了器件的可靠性。
2.2 线尾长度
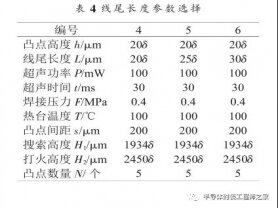
不同的尾线长度也决定凸点形状。参数设置表如 4 所示,当尾线长度设定过短(<20δ),则金线供给量不足,凸点的底座将出现薄厚不均,劈刀的横向移动使尾线受力不均,可能出现拖线现象(如图 4a 所示)。尾线超过一定值(>30δ),金线长劈刀抬起过晚,则出现严重拖线情况(如图 4c 所示)。正常情况下,尾线长度选择 25δ 附近,此时凸点底座均匀且尾线不拖线,凸点成球状,(如图 4b 所示),实测数据如表 5 所示。
尾线长度若设置过小,劈刀送线时间短,送线量少,高电压下凸点成球小且扁平,这样凸点在焊接时焊接力不够,机械强度低,可靠性差,焊接效果不佳,同时由于送线量少,劈刀过早抬起,尾线横向切力不均匀,造成尾线长短不一,不规则,出线拖线现象。拖线的出现,一是使封装可能出现短路现象,封装不可靠;二是 LED 芯片焊接不牢固,降低封装强度。
若尾线设置过长劈刀抬起慢,高电压下金线成球大,不均匀,尾线过长,甚至严重拖线,使封装失败。

2.3 超声功率
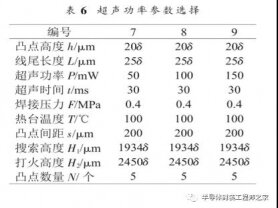
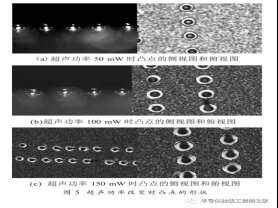
由于热台的温度不可能无限升高,而一般金的熔点在 1000 ℃以上,金点的焊接时是靠加超声将金点熔化。参数设置如表 6 所示,超声功率的大小也决定凸点形状。超声的功率低于一定值(<50 mW),超声作用不明显,已经在高电压下成球的金点熔化慢,在基板上形成的凸点较小,粘合不牢固,不能形成较明显的尾线,但形状相对规则(图 5a 所示)。当功率超过一定值时(>150 mW),由于功率过大,使得金点熔化过块,在基板上形成的凸点过大,且凸点扁平,不凸起,呈一平面平铺在基板上,尾线不规则,(图5c 所示)。功率恒定在 100 mW,此时在基板上形成的凸点大小适宜,成明显立体状,且尾线均匀,规则分布, (图 5b 所示),超声功率参数改变实测如表 7所示。
超声功率小,金点在焊接到基板上时熔化少,此时在基板上形成的纯金凸点的直径过小,焊接时焊接强度低,LED 芯片焊接的可靠性差,使用寿命减少;设置大功率超声波,超声波造成金分子快速运动,球状金点熔化速度加快,在超声压力作用下,金点成饼状粘在基板上,这样的凸点进行倒装焊接时,焊接机械强度低,可靠性差。由于金点熔化量增加,金线在超声作用下,形状和延展性发生变化,不再是均匀的线体。断线时尾线不规则,可能出现拖线现象,这会使 LED 焊接时出现短路情况。

2.4 超声时间
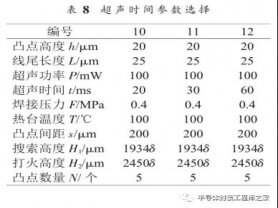
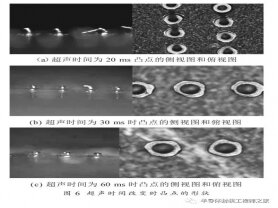
金线的熔点很高,热台的温度不可能加热到 1000 ℃以上,在瞬间的高电压下,金线被制成金点,只有同时加超声作用,使分子运动加速,凸点才很容易焊在基板上,超声时间的作用是使在高电压下形成的金点快速熔化,最终牢固地焊接到基板上。超声时间参数选择表如 8 所示:加超声时间过短(<20 ms),金点熔化较少,在基板上形成的凸点较小,焊接力低,焊接时机械强度差,尾线不易断,出现长拖线,(图 6a 所示)。时间过长(>60 ms),金点迅速、大量熔化,基板上形成的凸点过平,呈扁球状平铺,面积大,不凸起,,不易焊接,焊接时机械强度低,不能体现出很好的电学特性(图 6c 所示)。当恒定超声时间在 30 ms 时,基板上形成的凸点为规则球状,而且很少拖线,(图 6b 所示)。超声时间参数实测凸点数值如表 9 所示。

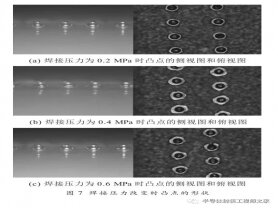
2.5 焊接压力
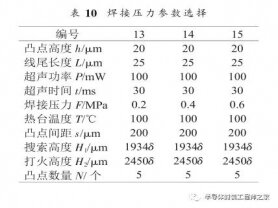
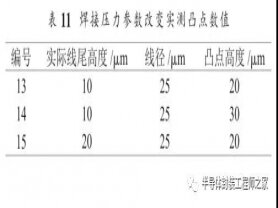
焊接压力是在金线形成金点后,焊在基板形成为纯金凸点的过程时,外加一个向下的力,可以使纯金凸点更牢固地粘合在基板上。焊接压力参数选择如表 10 所示:当压力过小(<0.2 MPa),外界给力不够,而且本身粘合力小,凸点不能很好地粘在基板上,但相对均匀(图 7a 所示)。当压力过大(>0.6 MPa),凸点被压得扁平,完全平铺在基板上(图 7c 所示)。正常情况选择 0.4 MPa 压力,这是的凸点大小合适,既保证了粘合力,有使凸点呈球状,便于焊接(见图 7b 所示)。参数实测凸点数值如表 11 所示:焊接压力过低,纯金凸点在基板上的粘力不够,虽然产生的凸点形状均匀,但焊接强度低,在封装时可能造成凸点脱落;焊接压力过大,金点将被压平,焊接后可靠性下降。
2.6 热台温度
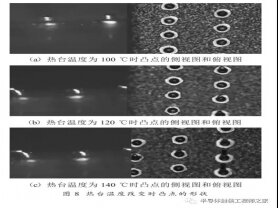
热台温度和拖线情况有密切联系(图 8,a、b、c 所示)。参数设置如表 12 所示:当热台温度越高,拖线情况越明显。当热台温度升高时,金线变得更软,延展性更好,所以当温度升高时,由于劈刀本身精度不高,当劈刀水平移动时,劈刀不能很快地将延展性很好的金线割断,造成尾线拖线严重。温度过低(<100 ℃),劈刀上金点焊在基板上形成凸点过小,不易焊接。我们通常采用 100 ℃左右的热台温度。

凸点的形状与凸点制作的参数有密切的关系,必须对工艺参数建立有效的控制手段,只有准确地设置参数,才能在基板上制成更完美的凸点,保证最后的焊接质量。如果参数设定不合适,可能使尾线过长出现拖线情况,或者凸点过小不能保证焊接强度,使封装失败。只有提高凸点质量,保证凸点大小形状规则,才能保证封装的可靠性,提高封装的质量。
3 结束语
本文着重介绍了金丝球焊接技术的关键—凸点的制作工艺实验分析,通过固定参数的实验分析,得出利用这种方法制作凸点一系列最佳参数:凸点高度、线尾长度、超声功率、超声时间、焊接压力以及热台温度等参数,利用这些参数在基板上制作出的凸点,完成引线键合,实现功率型 LED焊接有更高的可靠性,更佳的电和热传导率,更大机械强度。
本文章来源于半导体封装工程师之家,仅限于分享交流,如侵权请联络管理人员进行删除。



